
Сварка является одним из основных методов соединения материалов при монтаже различных конструкций. Ведь именно от качества сварочных работ зависит прочность и надежность соединений, а, следовательно, и безопасность всей конструкции. Поэтому, уже с 2005 года, специалисты в области сварки обратились к вопросам контроля и проверок сварных соединений.
Как мы знаем, контроль сварочных работ производится на различных этапах — от входного контроля до окончательного приема работ. Входной контроль осуществляется до начала сварки и включает в себя осмотр металлических конструкций, испытание материалов на соответствие требованиям СНиП и регламентирующих документов. Важно отметить, что такой контроль необходим для предотвращения возникновения потенциальных дефектов на стадии сварки.
Однако, не только входной контроль является гарантом качества сварочных соединений. Работы по сварке проверяют и на следующих этапах. В частности, на этапах, когда уже произведена сварка, но перед окончательным приемом работ. 22 года назад, в 1999 году, РД 16.22-99 Система обеспечения качества сварки была разработана с целью установления порядка контроля качества при проведении сварочных работ. И с тех пор, соответствующие документы и стандарты регламентируют не только выбор методов контроля, но и его объем в зависимости от имеющихся требований.
Сварка сп
Согласно ГОСТ 2005-95 Соединения сварные металлические. Технические требования все сварочные работы должны производиться в соответствии с требованиями РД 16-2005 Правила технической эксплуатации оборудования, работающего под избыточным давлением.
При контроле качества сварочных работ входной контроль материалов играет важную роль. Проверяют, что сварка соответствует заданным параметрам, допустимым отклонениям и нормам. Контроль качества сварки выполняется различными методами, включая визуальный контроль, ультразвуковой контроль, радиографический контроль и др.
Особое внимание в контроле качества сварки уделяется сварочным швам и зоне теплового воздействия (ЗТВ). Именно в этих местах могут возникать внутренние дефекты, такие как трещины или неплотности. Для обнаружения таких дефектов проводится контроль сварочных швов и ЗТВ с использованием специальных методов.
Важным этапом контроля качества сварочных работ является приемочный контроль. В результате его проведения определяют, соответствуют ли сварные соединения предъявленным требованиям и могут ли они быть использованы согласно проектной документации. Таким образом, сварка сп требует особого внимания и контроля, чтобы гарантировать надежность и безопасность конструкций и устройств.
Входной контроль сварочных материалов
Входной контроль сварочных материалов осуществляется в соответствии с требованиями технических условий (ТУ) и регламентирующей документации (РД) на соответствующую группу сварочных материалов. Например, для стальных сварных соединений применяют РД 16-
Что проверяют при контроле сварочных материалов
Входной контроль сварочных материалов
Входной контроль сварочных материалов представляет собой проверку соответствия поступающих материалов установленным требованиям. Важно убедиться в качестве и соответствии сварочных материалов стандартам, таким как РД 16-2005 и СП 22-2005.
Что проверяют при контроле сварочных материалов
При контроле сварочных материалов проводятся следующие проверки:
- Проверка марки и типа сварочных электродов, проволоки или флюса
- Проверка соответствия маркировки и маркировочных знаков
- Проверка срока годности и хранения сварочных материалов
- Проверка наличия видимых дефектов на поверхности сварочных материалов
Также важно проверить документацию, прилагаемую к сварочным материалам, такую как паспорта качества, сертификаты соответствия и прочие документы, подтверждающие качество и соответствие сварочных материалов стандартам.
Все проведенные проверки необходимы для того, чтобы гарантировать качество сварочных материалов и обеспечить успешное выполнение сварочных работ.
Что проверяют при контроле сварочных материалов ответ
При контроле сварочных материалов проверяют соответствие требованиям, установленным в РД 16.При СП 22-2005.
| Параметр контроля | Описание |
|---|---|
| Внешний вид сварного соединения | Оценивается качество сварки, отсутствие дефектов, равномерность проплавления и заполнения шва. |
| Размеры сварного соединения | Измеряются размеры шва, чтобы убедиться, что они соответствуют требованиям проектной документации. |
| Механические и физические свойства | Определяются прочность и твердость сварного соединения, чтобы убедиться, что они соответствуют требованиям. |
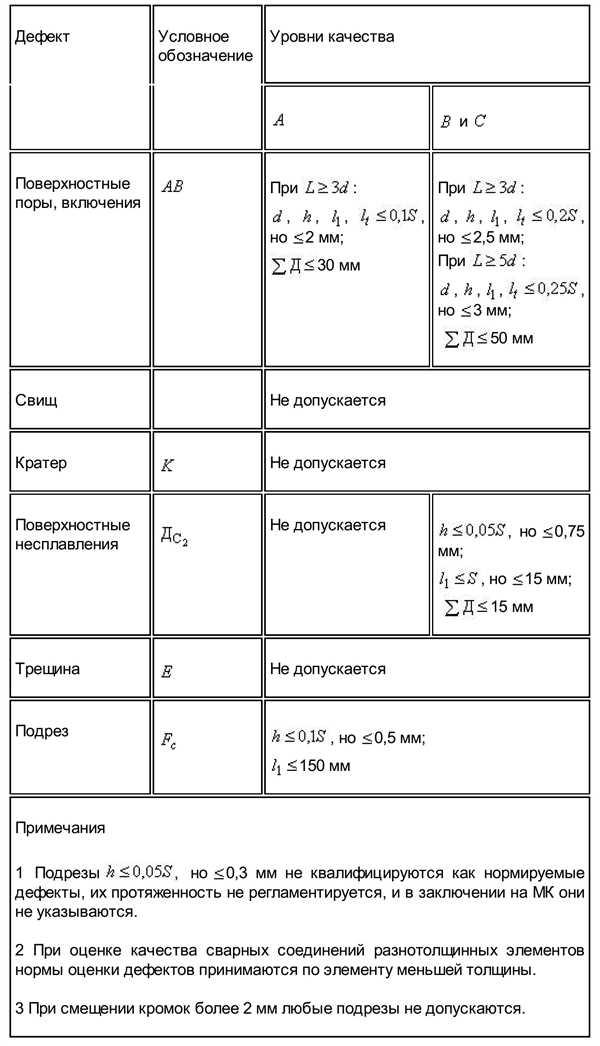
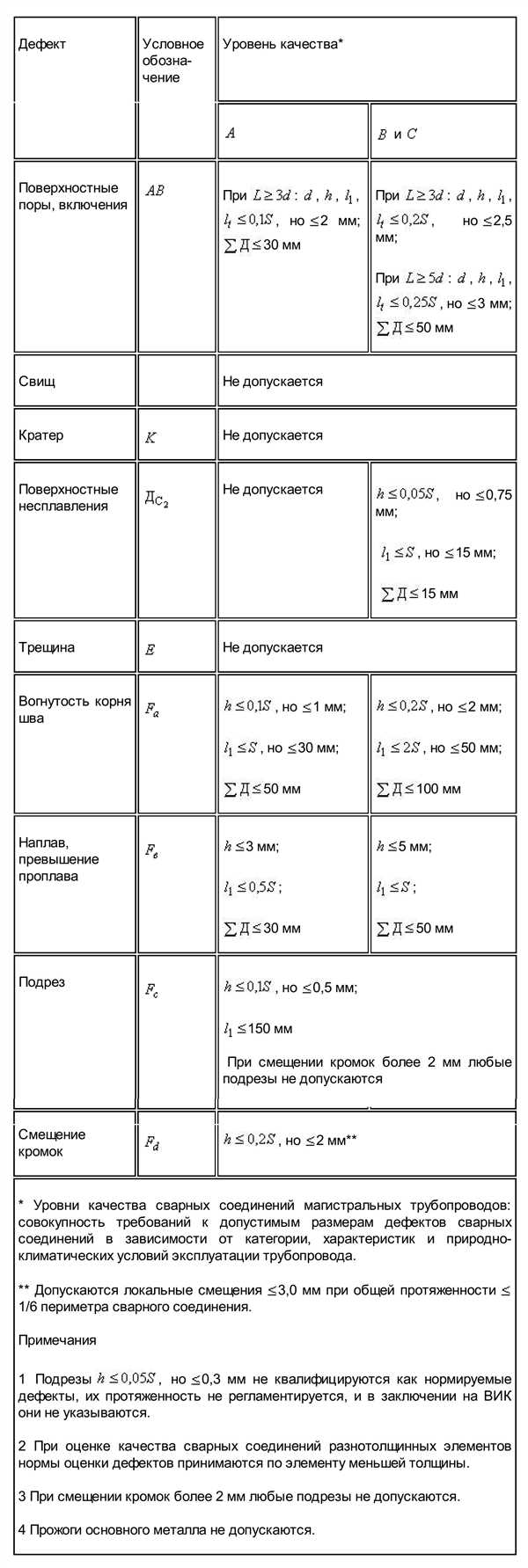
| Степень качества сварного соединения | Оценивается с учетом допустимых дефектов, указанных в контрольной документации. |
| Соответствие сварочной машины и оборудования | Проверяется, что используемая сварочная машина и оборудование соответствуют требованиям и настроены правильно. |
При контроле сварочных материалов входной контроль осуществляется перед началом работы, чтобы убедиться в качестве и соответствии сварочных материалов требованиям проекта и нормативной документации.
До начала работ: входной контроль сварочных материалов
Входной контроль выполняется в соответствии с РД 22-2005 Сварка и контроль сварных соединений. В ходе контроля осуществляется проверка сварочных материалов на соответствие требованиям, установленным стандартами и технической документацией.
На этом этапе осуществляется проверка следующих параметров:
- Качество поверхности материалов — проверяется отсутствие окислов, загрязнений и прочих дефектов на поверхности сварочных материалов.
- Геометрические размеры и форма материалов — проверяется соответствие размеров и формы сварочных материалов требованиям, установленным в технической документации.
- Маркировка материалов — проверяется наличие и правильность маркировки сварочных материалов, включая указание типа сварки и класса электродов.
- Соответствие сварочных материалов требованиям стандартов — проверяется соответствие сварочных материалов требованиям стандартов, указанным в технической документации.
Входной контроль сварочных материалов является обязательным этапом перед началом сварки. Он позволяет исключить возможность использования некачественных или несоответствующих требованиям материалов, что гарантирует высокое качество сварочных соединений.
СП сварочные работы
Проверка сварочных материалов включает в себя проверку сертификатов качества на сварочные электроды, проволоку и другие материалы, используемые при сварке. Также проводятся измерения размеров сварных швов и проверяется их соответствие установленным нормам.
РД 16-2005 определяет требования к проведению контроля сварки. Этот документ содержит рекомендации по выбору методов контроля сварки, в зависимости от типа соединений и сварочных материалов.
Что проверяют при контроле сварочных работ?
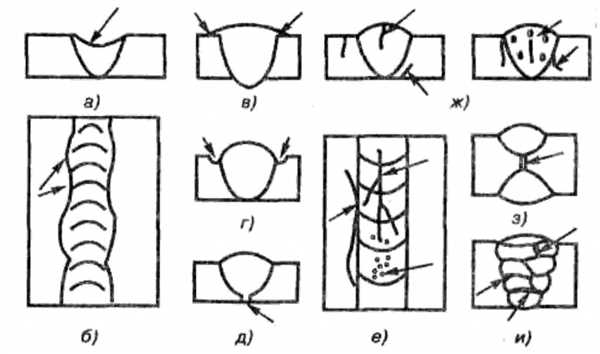
При контроле сварочных работ проверяется качество сварки, а именно: наличие дефектов сварных швов, соответствие размеров сварного шва установленным требованиям, геометрическую форму и качество поверхности сварных соединений.
Для этого могут применяться различные методики и оборудование. Например, визуальный контроль, магнитопорошковое или ультразвуковое тестирование, радиографический контроль и др.
Проведение контроля сварочных работ позволяет обнаружить и устранить дефекты сварки, характеристики которых могут негативно сказаться на надежности и безопасности конструкции, а также на качестве выполненных работ.
Заключение
СП 22-2005 определяет требования к контролю сварочных работ и позволяет обеспечивать высокое качество и надежность сварных соединений. Регулярный контроль сварки является важным этапом в процессе монтажа и обеспечивает соответствие выполненных работ нормативным требованиям.
Важно помнить, что качество сварочных работ напрямую зависит от правильного выбора методов и объема контроля, а также от квалификации и опыта сварщика.
РД 22 16 2005
При сварке и монтаже качество сварных соединений играет важную роль. Для того чтобы обеспечить высокое качество сварочных работ необходимо проводить контроль материалов и работ.
РД 22 16 2005 является руководством по выбору методов и объема контроля сварных соединений при монтаже. Оно определяет требования и правила, которые должны соблюдаться при проведении контроля.
При входном контроле материалов проверяют их соответствие требованиям технических условий и специальных положений. Это включает проверку качества материалов, их маркировку и сертификаты на соответствие.
Контроль качества сварных соединений проводится на разных этапах работ. Это включает контроль до, во время и после сварки. На каждом этапе контроля следует проверять соответствие выполненных сварных соединений требованиям технической документации.
При контроле качества сварных соединений проверяют следующие параметры: размеры сварного шва, форму и гладкость поверхности, отсутствие дефектов сварки, качество наплавленного металла и другие характеристики.
РД 22 16 2005 является надежным и авторитетным руководством, которое поможет выбрать необходимые методы и объем контроля при сварке и монтаже. Соблюдение требований этого документа позволит обеспечить высокое качество сварочных соединений.
Сварка РД
При проведении сварочных работ необходим контроль качества сварных соединений. Входной контроль сварочных материалов и оборудования осуществляется в соответствии с РД 16-2005. Этот документ определяет требования к качеству сварки и объему контроля.
Контроль включает в себя проверку сварочных материалов, сварочных соединений до начала работ и контроль в процессе сварки. Ответственность за контроль качества сварки несет специалист по сварке, который проводит соответствующие проверки в соответствии с требованиями РД 16-2005.
| Выполняемый контроль | Что проверяют |
|---|---|
| Входной контроль | Сварочные материалы и оборудование |
| Контроль до начала работ | Сварочные соединения |
| Контроль в процессе сварки | Качество сварочных соединений |
Входной контроль сварочных материалов включает проверку сертификатов качества и электродов на соответствие требованиям. Контроль качества сварочных соединений до начала работ проводится с использованием определенных методов и инструментов.
Сварку РД рекомендуется выполнять в соответствии с требованиями основного проекта. При необходимости проводить дополнительные контрольные мероприятия для обеспечения качества сварочных соединений.